

厦门聚富塑胶制品有限公司官网全新上线
发布时间 : 2022-01-22
点击 : 0

定义
流延膜,是通过熔体流涎骤冷生产的一种无拉伸、非定向的平挤薄膜。

种类
溶剂流延膜和挤出熔融流延膜两种。
溶剂流延膜:由于需要使用大量的有机溶剂,加热挥发去除溶剂和回收溶剂需要消耗大量能源,操作成本和设备成本也较大,其在实际生产中使用较少。
挤出熔融流延膜:有单层流涎和多层共挤流涎两种方式。单层薄膜要求材料低温热封性能和柔韧性好。多层共挤流延膜一般可分为热封层、支撑层、电晕层三层,在材料的选择上较单层膜宽,可单独选择满足各个层面要求的物料,赋予薄膜以不同的功能和用途。
特点
与吹膜相比,其特点是生产速度快,产量高,薄膜的透明性、光泽性、厚度均匀性等都极为出色。
#2
■ 生产工艺
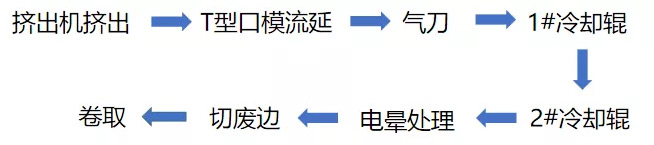
挤出熔融流延膜加工方法之一:挤出熔融流延法
生产工艺流程:
#3
■ 流延薄膜原料
挤出流延薄膜的树脂:
PP、PE、PA等;
PS、PET主要用于双向拉伸薄膜,在流延薄膜中使用;
对氧气、水蒸气的透过具有良好阻隔作用的EVOH(乙烯/乙烯醇共聚物)和PVDC(聚偏二氯乙烯)常用于多层共挤流延薄膜中。
#4
■ 挤出熔融流延法薄膜的特点
生产速度快;挤出流延工艺中冷却辊辊温可在0~-5℃,直接紧贴在辊筒上,冷却效果好。
透明性好。无论是PP还是PE都能用挤出流延法生产出透明性良好的薄膜。
挤出流延法薄膜的厚度均匀性好。
挤出流延膜的纵横向性能是均衡的。原则上,挤出流延法生产的薄膜是由一个辊筒流向另一个辊筒,不应该存在卷取或牵引的拉力,因而挤出流延膜纵向和横向都不受到拉伸,性能是均匀的。
正因为挤出流延膜不受任何方向上的拉伸,其热封性能比吹胀膜好,而双向拉伸膜则没有热封性。挤出流延膜受热时的收缩性很小,有利于热封制袋。
#5
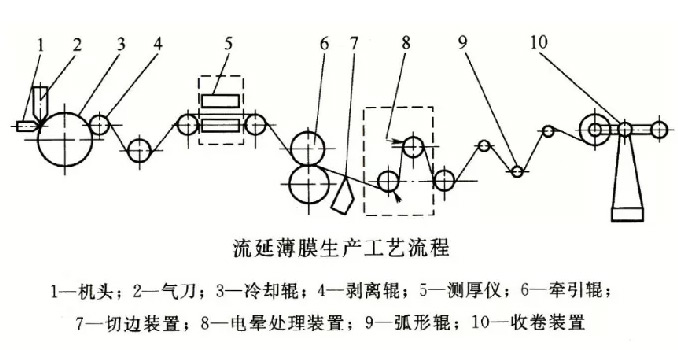
■ 流延膜的成型设备
流延膜典型的成型设备包括“挤出机、机头、冷却装置、测厚装置、切边装置、电晕处理装置、收卷装置”等。
挤出机
螺杆直径:Φ90~ Φ200
长径比:25~33
挤出机头必须安装在移动的基座上
机头
支管式机头
衣架式机头
分配螺杆机头
其它形式机头
过滤熔料装置

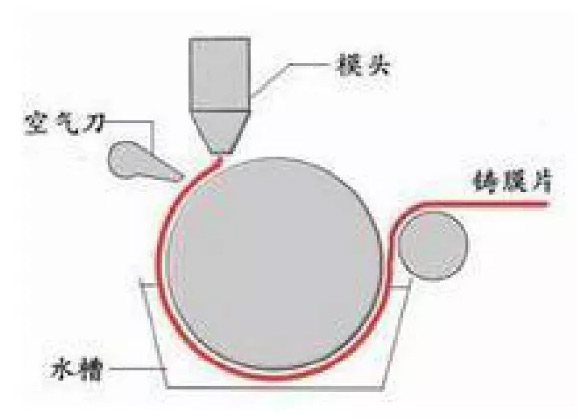
冷却装置
1)冷却辊
双辊水槽冷却
单辊水槽冷却
2)气刀
测厚装置
侧后装置大多采用β射线测厚仪,检测器沿横向往复移动测量薄膜厚度,并用荧光屏显示。
切边装置
挤出薄膜由于产生“瘦颈”现象,会使薄膜边部偏厚,需切除薄膜边部,才能保证膜卷端部整齐、表面平整。
电晕处理装置
电晕处理是一种电击处理,它使承印物的表面更有附着性。
卷取装置
薄膜采用主动收卷形式,一般为自动或半自动形式切割、换卷。
薄膜的收卷装置还包括薄膜的切割装置。
薄膜的切割方式有电热切割法和刀片裁切法。
#6
■ 流延薄膜的应用和发展趋势
应用
1.多层共挤流延薄膜
主要用于包装工业中需要复合的、专用化的高档薄膜产品范围包括:低温热封膜、镀铝基材膜、高阻隔。
膜、蒸煮膜、消光膜、抗静电膜、抗菌膜、PVB防爆膜等。
2.多层复合薄膜
食品、饮料、茶叶、肉制品、农产品、海产品、纺织品、化工产品、卫生。
保健品、医药用品、文教用品、化妆用品等的包装。
流延薄膜四大发展趋势
1.材料减量化———为适应包装减量、环保的要求,包装材料的薄型化、轻量化
2.使用安全化———重视人类自身的健康,材料要安全化
3.产品智能化———具有保鲜、防腐、抗菌、防伪、延长保质期等多种功能
扫二维码用手机看
推荐产品













 0592-6241802
0592-6241802

 立即留言
立即留言 